测试是电路板制造过程中的重要部分。在制造完成后,通常会对电路板进行测试,以确保没有短路或开路。一旦电路板上安装了所有组件,通常会再次对其进行测试,以确保信号完整性和设备操作。为了帮助这个过程,基本上在电路板上设有一套点——
测试点——测试设备可以探测并执行所需的测试。
电路板上测试点的位置取决于多种因素,包括测试模式(包括裸板制造测试、在线路组装测试等)和测试方法(包括使用飞针和床钉夹具的自动化测试、手动测试等)。例如,在进行裸板制造测试时,电路板尚未安装组件,因此所有焊盘和通孔都是分配测试点时的“合适目标”。然而,在进行在线路组装测试时使用的测试点位置几乎总是不同的。因为电路板已经安装了组件,你可能无法再接触到组件焊盘,当然也无法接触到组件下的焊盘和通孔了!
Altium Designer 提供了一个强大的系统来处理您的测试点需求,并增强您的电路板的可测试性,允许您根据需要分别为裸板制造测试和/或在线路组装测试指定测试点。测试点可以手动分配,或者通过使用测试点管理对话框以更流畅和自动化的方式分配。
考虑您的测试点策略
在开始分配焊盘和通孔作为测试点位置之前,退一步思考所需的内容是个好主意。以下是在定义策略以将测试点纳入设计时要考虑的一些要点:
- 在选择测试点允许放置的板面时,应考虑将要使用的测试流程和相关夹具。例如,是否只从板的底面、顶面或双面进行探测。
- 位于元件下方(与元件在同一侧的板面上)的测试点通常在裸板测试阶段使用。在规划组装板测试的测试点位置时,应考虑到这一点。
- 建议将所有测试点放置在板的同一侧,如有必要,可使用通孔来实现。这样做的原因在于,双头测试夹具的成本高于单头测试夹具。
- 测试点的模式越是非标准和复杂,配置用于测试板的夹具的成本就越高。最佳的策略是开发一种能够实现通用测试能力的方法。一个精心设计且可适应的测试点政策将允许不同的设计以高效和成本效益的方式进行测试。
- 应仔细考虑设计中任何通孔遮盖的要求。遮盖指定为测试点的通孔将有效阻止测试探针接触。即使是使用液态光成像(LPI)阻焊膜进行部分遮盖,也会引起接触问题,因为阻焊膜液体会通过通孔流失。确实可以使用可剥离的阻焊膜来临时遮盖这些指定的通孔,但这通常相当昂贵。
- 密切与您的制造和组装厂商协商,以确保在指定测试点时考虑到任何特定的设计参数。这些可能包括测试点之间的间距和测试点与元件之间的间距,这些间距可能比正常的放置和布线间距更严格。
以下部分将更仔细地查看制造和组装测试,包括与每个相关的特定测试点约束和考虑因素。
制造测试
制造测试涉及在制造的预组装阶段对印刷电路板进行测试,在任何组件被放置到板上之前。因此,它通常被称为裸板测试。这种测试方法可能通常涉及使用飞行探针设备进行网对网测试。本质上,两个探针被编程协同工作,一个通过一个网络脉冲信号,另一个探测该信号的存在(或不存在)。
裸板制造测试的两个常见测试场景是:
- 测试以确保有意的端到端连续铜能够在最大允许阻抗阈值下携带干净的信号,没有任何开路。
- 测试以确保网络之间没有短路。
测试点位置约束
- 对于制造测试来说,通常不需要专用的测试点垫片/通孔。因为板子还没有装载组件,探针可以自由访问组件垫片。由于这个阶段的垫片通常不覆盖防焊膜,测试点通常直接位于垫片本身。
- 飞针测试不受网格约束,因为飞针设备能够实现相当精确的定位。
- 每个位置对由于探头的物理体积大小而受到最小分离距离的约束。
例外和其他考虑因素
- 对于细间距器件,可能无法(或实际上不可行)探测单个组件垫。这些铜特征可能非常微小和脆弱,因此偶尔建议避免让它们与测试探针接触。在这些情况下,为设计师在板上添加专用测试垫/通孔可能是个好主意。
- 在裸板制造测试期间,也可以使用钉床夹具。这通常是在大批量生产中的情况,使用此类夹具的测试时间比飞行探针少。然而,钉床测试可能涉及更严格的测试点位置约束,如果测试夹具不是定制的,通常需要测试点符合特定的网格。
- 有时,特定的测试点位置对不会被飞行探针同时测试。这通常是在网间没有短路(或串扰)的危险时的情况,因为网并不相邻(两个网的所有对象都通过它们的物理接近性相互分开)。
组装测试
组装测试是指在制造的后装配阶段对印刷电路板进行的测试,此时电路板已经安装了与其相关的物料清单(BOM)中指定的所有组件。因此,它通常被称为在线路内或电气测试。这种测试方法通常涉及(但绝不仅限于)使用手动配置的钉床夹具。根据使用夹具执行的测试类型,电路板可能会也可能不会通电。
在线路内组装测试的两种常见测试场景是:
- 同时探测每个网络(或感兴趣的网络)的一个专用测试点。这是通过分别通过每个探针发送脉冲信号并通过所有其他探针检测信号接收结果来完成的。
- 测试特定的组件/总线以确保设备本身正常运行。这些是可以使用多种测试方法进行的专门测试。在最简单的情况下,可以使用针床夹具跨组件垫进行测试。
测试点位置约束
- 测试点位置通常需要符合最小间距要求。测试设备,如针床夹具探头,有一个体积大小限制,这限制了它们彼此之间的接近程度。除非使用定制夹具,否则测试点位置通常需要位于特定的网格上。制作定制夹具的成本更高,耗时也更长,而配置可重复使用的针床夹具则相反。
- 测试点可能需要根据与元件体的最小间隙来定位。大多数测试夹具的探头头部靠近夹具的地方通常较大,向探针的杆部逐渐变细。较高的元件需要更多的间隙。因此,最好考虑板上的最大元件高度,并定义一个综合考虑了这种最坏情况的总体体间隙。
- 测试点位置可能需要根据与板边缘的最小间隙来定位。用飞行探针对或针床探针阵列接触板的过程对板本身来说可能相当困难,而且在自动测试的压力下,板可能在某种程度上弯曲。因此,当测试点位于距板边缘一定距离时,可以最小化对薄弱板的损害。
- 在设计过程中,通常需要为每个网络添加一个专用的可供探针访问的测试点焊盘/通孔,原因有几个:
- 裸铜元件焊盘通常由于放置了元件而无法访问。
- 除非板特别设计考虑了测试,否则元件焊盘和通孔不太可能位于所需的测试点网格上。
- 即使元件焊盘本身看似适合作为测试点位置,但由于与元件体的间隙限制,通常无法使用。
例外和其他考虑因素
- 虽然针床夹具是一种常见的组装测试方法,但它绝不是唯一的方法。在各种替代方法中,有些情况下会使用飞针设备 - 但需小心操作,以免与已放置的组件发生碰撞。
- 在对特定组件进行电气测试时,测试探针可能在一定程度上能够接触到组件焊盘。然而,重要的是要注意,组件本体通常会遮挡这些焊盘的中心。换句话说,在电路板组装后,可接触的焊盘部分很少包括焊盘中心位置。
焊盘和通孔测试点支持
Altium Designer 完全支持测试点,允许您指定焊盘(通孔或 SMD)和/或通孔作为制造和/或组装测试中的测试点位置。通过设置其相关的测试点属性,并回答两个关键问题,来指定
焊盘或通孔用作测试点:
- 焊盘/通孔是否应该用作制造和/或组装测试点?
- 焊盘/通孔应该在电路板的哪一侧用作测试点 - 顶部、底部,还是两者都可以?
当在设计空间中选择了焊盘(参见
焊盘属性)或通孔(参见
通孔属性)对象时,可以在
属性面板中找到这些属性。
 通过属性面板中可用的相关选项,可以指定选定的焊盘或通孔用作测试点。
通过属性面板中可用的相关选项,可以指定选定的焊盘或通孔用作测试点。
为了简化流程并减少手动设置焊盘/过孔的测试点属性的需要,Altium Designer 提供了一种基于定义的设计规则自动分配测试点的方法,并使用
测试点管理器。这种自动分配为每个焊盘/过孔设置了相关的测试点属性。您也可以选择手动指定测试点 - 本质上,在单个焊盘/过孔级别上进行手工制作 - 让您完全控制用于您的板的测试点方案。
当打开在软件的 Summer 09 版本之前创建的 PCB 设计时,任何启用的测试点选项将变为启用的
制造测试点选项。
测试点设计规则
PCB设计的限制应该被深思熟虑并作为一套精练的设计规则来实施。为了实施一个成功的测试点方案——其中所有定义的测试点都可以作为裸板和/或在线路测试的一部分被访问和使用——必须制定相应的约束。为此,以下规则类型可以作为PCB编辑器的设计规则系统的一部分来定义:
从PCB规则和约束编辑器对话框(设计 » 规则)中访问并定义这些类型的规则。
 定义单独的设计规则,以限制设计中哪些焊盘和/或通孔可以作为制造测试点和装配测试点,以及哪些网络需要测试点。
定义单独的设计规则,以限制设计中哪些焊盘和/或通孔可以作为制造测试点和装配测试点,以及哪些网络需要测试点。
测试点样式和使用规则在两种测试模式(制造和装配)之间在约束方面是相同的。样式规则本质上指定了焊盘或通孔必须满足的约束条件,以便被考虑作为测试点位置的选择。使用规则指定哪些网络需要测试点。
 测试点使用(顶部)和测试点样式(底部)规则的默认约束。
测试点使用(顶部)和测试点样式(底部)规则的默认约束。
在定义样式规则时,可以使用规则范围助手区域中提供的选项,快速创建规则范围,以针对精确的焊盘和/或通孔对象进行测试点考虑。
测试点设计规则被测试点管理器、自动布线器、在线和批处理DRC过程以及在输出生成期间使用。
默认的制造和装配测试点样式以及测试点使用规则是存在的。您应该检查这些规则是否满足您的电路板要求,并在必要时进行更改。如果需要多个相同类型的规则,请使用设计规则的优先级方面来确保首先应用具有更具体范围的规则(例如,在运行DRC时)。
对于
测试点管理器来成功分配测试点,必须
始终至少有一个对应的测试点样式规则,其范围为
全部。
在打开PCB设计或导入在软件的夏季09版本之前创建的设计规则时,测试点样式规则将变为制造测试点样式规则,测试点使用规则将变为制造测试点使用规则。
管理测试点
手动分配测试点可能是一项繁琐且费力的工作,尤其是在一个布满数百个元件(并且遍布板子两面)的复杂电路板上更是如此。为了在您的电路板设计中简化测试点的管理,Altium Designer 的 PCB 编辑器配备了
测试点管理器。
测试点管理器允许您基于定义的设计规则,以自动化的方式分配测试点 - 用于裸板制造测试和/或在线路组装测试。这种自动化分配为每种情况下的焊盘/通孔设置了相关的测试点属性。
通过从主菜单选择工具 » 测试点管理器命令来进行访问。
 使用测试点管理器快速高效地管理您的制造和装配测试点需求。
使用测试点管理器快速高效地管理您的制造和装配测试点需求。
使用对话框可以从一个便捷的位置自动分配和清除测试点。在测试点网络状态区域提供了设计中所有网络的列表,并且通过状态来指示裸板制造和在线路组装测试的测试点覆盖情况 - 要么是完成,要么是未完成。点击制造测试点或组装测试点按钮,或者在网格中右击来访问分配或清除该类型测试点的命令。请注意,您可以在对话框的上部区域手动选择网络,以选择性地分配/清除测试点。
无论是为设计中的某些还是所有网络分配测试点,测试点管理器都遵循为制造和组装测试点定义的样式和使用规则。要查看搜索有效对象的顺序,请点击搜索顺序按钮。
要更改顺序,请在搜索顺序列表中右键单击一个条目并使用浮动菜单命令,或使用
Shift+上箭头和
Shift+下箭头快捷键在列表中上移或下移。
如果一个网络分配了违反适用测试点设计规则的测试点,在
测试点管理器对话框的
测试点网络状态区域中将标记为
非法。使用PCB编辑器的设计规则检查功能来
检查分配的测试点的有效性。
状态摘要区域提供了板上测试点状态的完整摘要,适用于两种测试模式。每执行一次分配或清除操作,此区域就会更新。要获取更低级别的详细信息,请使用分配结果区域。例如,这将提供分配/清除操作涉及的顶部/底部焊盘/通孔数量的详细信息,以及故障指示。
检查测试点的有效性
在 PCB 编辑器中,定义的制造和组装测试点规则作为设计规则检查(DRC)功能的一部分被遵循。可以从设计规则检查器对话框(工具 » 设计规则检查)内为各种规则类型启用在线和/或批量 DRC 检查。
 将测试点设计规则包含在在线或批量 DRC 过程中。
将测试点设计规则包含在在线或批量 DRC 过程中。
与测试点相关的查询字段
为了支持在设计中可以分配的各种制造和装配测试点,以下关键词可用于在使用逻辑查询表达式时定位测试点。以下每一项都可以在使用查询助手时,在PCB 功能 - 字段类别中找到:
IsAssyTestpoint - 是一个装配测试点。IsFabTestpoint - 是一个制造测试点。IsTestpoint - 是顶部或底部的测试点吗?Testpoint - 它是顶部还是底部的测试点?TestpointAssy - 它是一个装配测试点吗?TestpointAssyBottom - 它是底部的装配测试点吗?TestpointAssyTop - 它是顶部的装配测试点吗?TestpointBottom - 它是底部的测试点吗?TestpointFab - 它是一个制造测试点吗?TestpointFabBottom - 它是底部的制造测试点吗?TestpointFabTop - 它是顶部的制造测试点吗?TestpointTop - 它是顶部的测试点吗?
为查询创建逻辑表达式,以便根据需要定位并返回设计中的测试点。一些针对制造和装配测试点的逻辑查询表达式的示例包括:
(ObjectKind = 'Pad') 且 (TestpointAssy = 'True')
定位所有作为装配测试点的焊盘。IsPad 且 (TestpointAssyTop = 'True')
定位所有作为顶层装配测试点的焊盘。(ObjectKind = 'Pad') 且 (TestpointFab = 'True')
定位所有作为制造测试点的焊盘。((IsPad 或 IsVia)) 且 (TestpointAssy = 'True')
定位所有作为装配测试点的焊盘和过孔。((IsPad 或 IsVia)) 且 IsFabTestpoint
定位所有作为制造测试点的焊盘和过孔。
生成测试点报告
Altium Designer 包含专用的报告生成器,用于分别生成制造和装配测试点报告。这两个报告生成器利用设计中的焊盘和通孔原语的相关测试点属性。
制造测试点报告将仅使用焊盘和通孔的制造测试点设置。装配测试点报告将仅使用装配测试点设置。
报告可以通过两种方式生成:
- 直接在PCB文档内部,使用文件 » 制造输出 » 测试点报告和文件 » 装配输出 » 测试点报告命令。
- 使用在输出作业配置文件(
*.OutJob)中定义的适当配置的输出。
 在一个自包含且多功能的输出作业配置文件中包含并配置制造和装配测试点报告输出。一旦定义,只需按一下按钮即可获取您的报告!
在一个自包含且多功能的输出作业配置文件中包含并配置制造和装配测试点报告输出。一旦定义,只需按一下按钮即可获取您的报告!
无论使用哪种方法生成报告,报告选项本身都在同一个对话框中定义。对于制造测试点报告,这涉及到制造测试点设置对话框。对于装配测试点报告,则使用装配测试点设置对话框。这些对话框之间的报告选项是相同的。

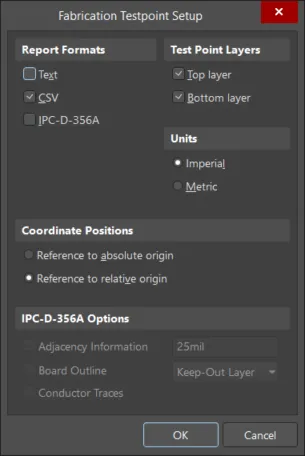
通过相关报告设置对话框定义报告选项,包括生成的文件格式。
在直接从PCB生成输出时,在测试点设置对话框中定义的设置与在输出作业配置文件中为同一输出类型定义的设置是不同且独立的。在前者的情况下,设置存储在项目文件中,而在后者的情况下,设置存储在输出作业文件中。
对话框中坐标位置区域的选项允许将所有报告格式中的测试点位置相对于绝对板原点或当前板原点导出。
所有测试点报告类型都支持嵌入式板阵列。当从包含多个嵌入式板阵列的PCB文档导出时,会生成多个IPC-D-356A网表文件。
IPC-D-356A网表文件的作用
测试点报告输出格式的三种形式之一是IPC-D-356A网表文件。这种文件通常用于针对裸板制造测试模式。IPC文件被后处理成驱动飞针测试设备的命令。
无论在IPC-D-356A文件中具体标识为测试点位置的是哪些特征,板材制造厂通常都可以使用文件数据来实现他们想要的任何类型的测试,尽管根据情况和文件的内容,这可能需要一些手动干预才能做到。
